

Date:2026-06-15 Views:27
A gate valve for steam service is a full-bore isolation valve designed to operate reliably in high-temperature, high-pressure steam piping systems. Unlike general-purpose water or oil valves, steam gate valves must resist thermal cycling, erosive flow, and pressure surges that can destroy standard valves in months. In power generation, petrochemical processing, and district heating, selecting the wrong gate valve for steam service leads to seal failure, unplanned shutdowns, and significant safety risk. This guide covers the design standards, material grades, pressure-temperature ratings, and selection criteria that engineers and procurement teams need to specify with confidence.
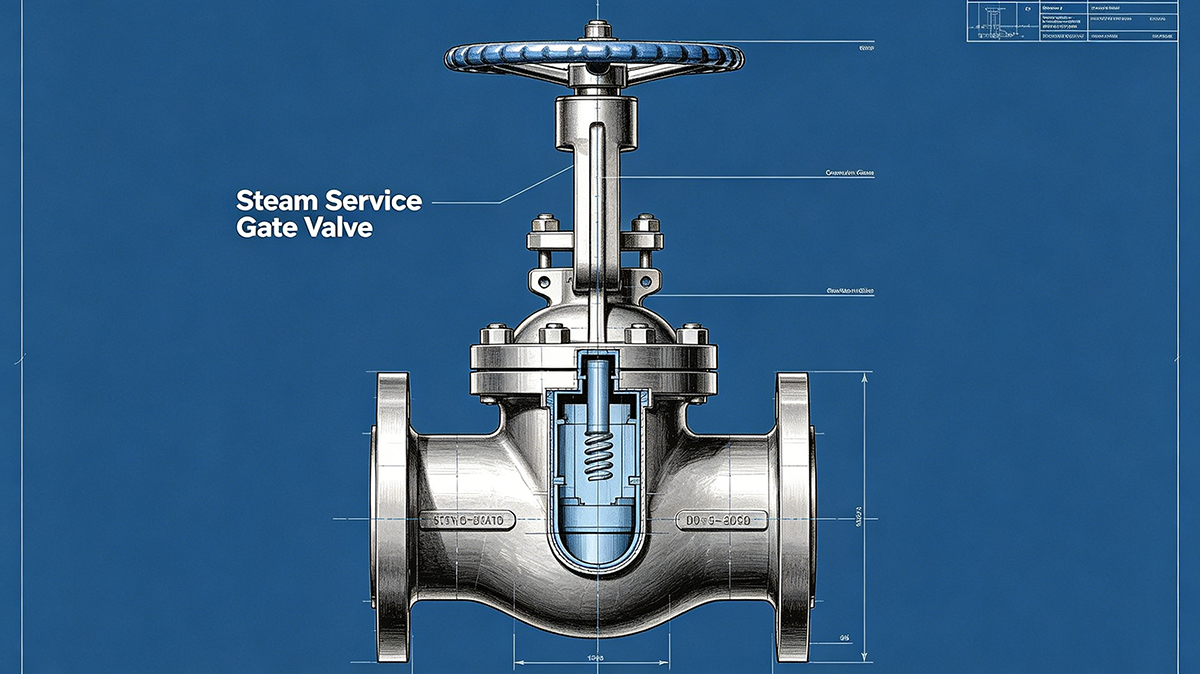
A gate valve for steam service is a specific configuration of wedge gate valve engineered for isolation duties in saturated or superheated steam lines. The term "for steam service" is not marketing language — it indicates that the valve's materials, trim, packing, and body design have been verified to perform under the thermal and mechanical conditions unique to steam.
Gate valves offer a straight-through, full-bore flow path when fully open. This minimizes pressure drop across the valve — a critical concern in steam systems where every PSI of backpressure reduces turbine efficiency. Globe valves create turbulent S-path flow; ball valves face seat material limitations at sustained temperatures above 500°F.
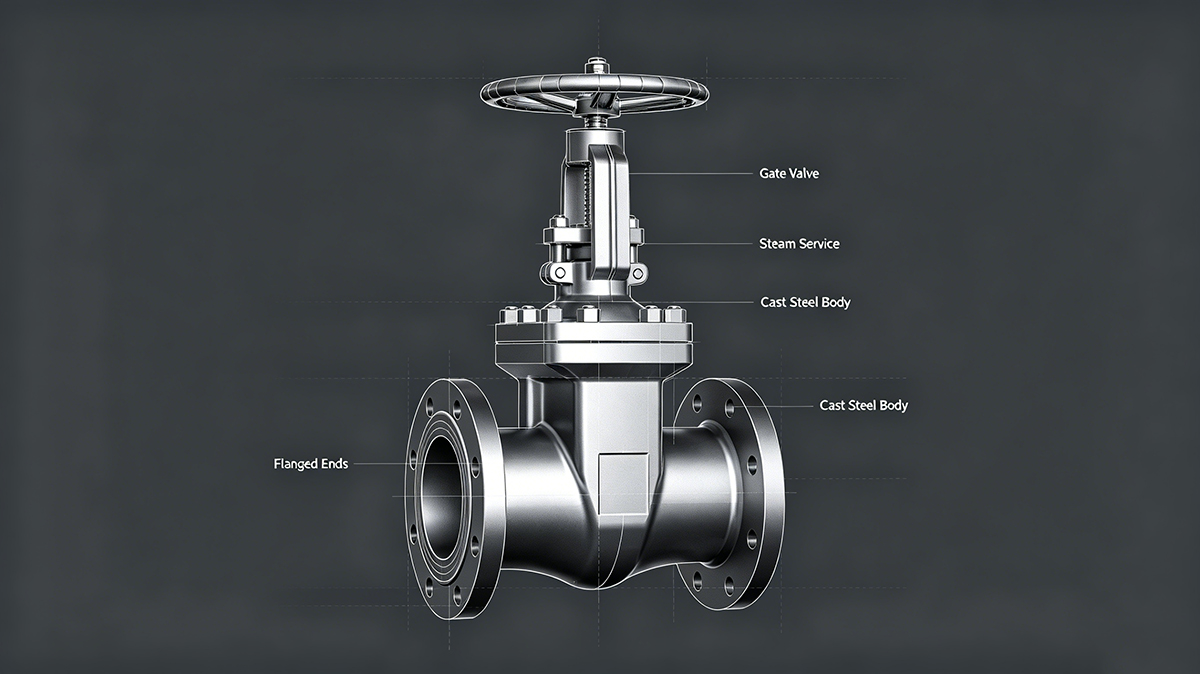
In short, a gate valve for steam service is a purpose-engineered isolation valve with graphite packing, Stellite trim, pressure seal bonnet, and OS&Y stem — designed to hold tight under thermal cycling where standard valves fail.
Types of Gate Valves for Steam ServiceSteam gate valves are classified by three primary design variables: wedge type, bonnet type, and end connection. Each choice affects thermal performance, maintenance cost, and installation.
| Wedge Type | Construction | Best For | Limitation |
|---|---|---|---|
| Solid wedge | Single rigid piece | Stable temperature steam lines; infrequent cycling | Can bind under thermal expansion in cycling service |
| Flexible wedge | Single piece with center slot | Frequent thermal cycling; power plant start-stop | More complex machining; higher cost |
| Split wedge (double disc) | Two independent discs with spreader | Large-diameter high-pressure steam | Not standard in API 600; limited availability |
| Bonnet Type | Pressure Range | Mechanism | Steam Application |
|---|---|---|---|
| Bolted bonnet | Class 150–600 | Bolts compress gasket | Low-pressure saturated steam ≤ 500 PSI |
| Pressure seal bonnet | Class 600–2500 | Internal pressure tightens seal | High-pressure superheated steam > 500 PSI |
| Welded bonnet | Class 150–2500 | Body-bonnet weld | Zero-leakage critical steam lines; not maintainable in-line |
To summarize, steam gate valve selection starts with wedge type (flexible for cycling), bonnet type (pressure seal above 500 PSI), end connection (butt-weld for critical lines), and stem type (OS&Y for position indication).
Key Features and Technical Specifications| Standard | Scope |
|---|---|
| API 600 | Steel gate valves for refinery and related service — primary design standard |
| API 602 | Compact forged steel gate valves (NPS ¼–4) |
| ASME B16.34 | Pressure-temperature ratings for valve flanged and butt-weld ends |
| ASME B16.5 | Flange dimensions and ratings |
| ASME B16.10 | Face-to-face and end-to-end dimensions |
| API 598 | Valve inspection and testing — seat leakage, shell testing |
| MSS SP-25 | Valve marking standard |
| ASTM Specification | Common Grade | Max Temp | Steam Service Category |
|---|---|---|---|
| A216 | WCB | 800°F / 425°C | Saturated steam, low-superheat ≤ 425°C |
| A217 | WC6 (1.25Cr-0.5Mo) | 1000°F / 540°C | High-temperature superheated steam |
| A217 | WC9 (2.25Cr-1Mo) | 1050°F / 565°C | High-pressure superheat, power plant main steam |
| A217 | C5 (5Cr-0.5Mo) | 1100°F / 593°C | Corrosive steam with sulfur compounds |
| A351 | CF8M (316 SS) | 842°F / 450°C | Clean steam, food/pharma, mildly corrosive |
| A182 | F91 (9Cr-1Mo-V) | 1150°F / 621°C | Ultra-supercritical power plant steam |
| Temperature | Class 150 | Class 300 | Class 600 | Class 900 | Class 1500 |
|---|---|---|---|---|---|
| 100°F (38°C) | 285 PSI | 740 PSI | 1,480 PSI | 2,220 PSI | 3,705 PSI |
| 400°F (204°C) | 200 PSI | 640 PSI | 1,280 PSI | 1,920 PSI | 3,200 PSI |
| 600°F (316°C) | 140 PSI | 590 PSI | 1,175 PSI | 1,763 PSI | 2,938 PSI |
| 800°F (427°C) | 80 PSI | 551 PSI | 1,101 PSI | 1,652 PSI | 2,753 PSI |
The key takeaway: steam gate valve specifications are governed by API 600 design rules, ASME B16.34 pressure-temperature ratings, and material grades matched to steam temperature — WCB to 425°C, WC6/WC9 to 565°C, and C5/F91 for the highest temperatures.
ApplicationsGate valves for steam service are widely used across industries where thermal energy transfer, power generation, or process heating relies on pressurized steam.
Power plants account for the largest single demand segment for high-alloy steam gate valves (WC6, WC9, F91).
In summary, gate valves for steam service span power generation, petrochemical, district heating, pulp and paper, and clean steam applications — with material selection driven by temperature, pressure, and steam chemistry at each point of use.
How to Choose a Gate Valve for Steam ServiceSpecifying a gate valve for steam requires matching eight critical parameters to your operating conditions. Missing any one of these can lead to premature failure or safety hazards.
The bottom line: selecting a gate valve for steam service requires matching material grade to temperature, bonnet type to pressure, wedge type to cycling frequency, and trim to steam chemistry — with API 600 and ASME B16.34 as the governing specifications.
Top Manufacturers and SuppliersThe following manufacturers are recognized for producing gate valves qualified for steam service, listed by specialization.
In short, steam gate valve manufacturers range from premium Western brands (Velan, Bonney Forge) to cost-competitive API-certified Chinese producers — with material traceability and API 598 test reports being the non-negotiable quality verification regardless of origin.
Cost and Price FactorsSteam gate valve pricing is driven primarily by material grade, pressure class, and size — with bonnet type and trim configuration adding secondary cost layers.
| Configuration | Size | Class | Material | Price Range (USD) |
|---|---|---|---|---|
| Bolted bonnet, solid wedge, Trim 8 | 2" | 150 | WCB | 150 |
| Bolted bonnet, flexible wedge, Trim 8 | 4" | 300 | WCB | 450 |
| Bolted bonnet, flexible wedge, Trim 8 | 6" | 600 | WCB | 1,100 |
| Pressure seal, flexible wedge, Trim 8 | 6" | 1500 | WC6 | 5,000 |
| Pressure seal, flexible wedge, Trim 10 | 8" | 1500 | WC9 | 8,000 |
| Pressure seal, flexible wedge, Trim 10 | 12" | 2500 | F91 | 25,000+ |
In summary, steam gate valves range from 25,000+ for large high-alloy pressure seal units — with material, class, and bonnet type driving 80% of the price variation.
FAQA gate valve for steam service is a full-bore isolation valve engineered for high-temperature, high-pressure steam piping. It uses flexible graphite packing, Stellite hardfaced seats, and an OS&Y rising stem for visual position indication. API 600 is the primary design standard, with material grades (WCB, WC6, WC9, F91) selected to match steam temperature.
Not safely. Standard gate valves use PTFE packing that fails above 450°F, soft seat materials that erode under steam velocity, and bolted bonnets that can leak under thermal cycling. A gate valve for steam service must use flexible graphite packing, Stellite or hardened trim, and — above 500 PSI — a pressure seal bonnet design.
It depends on temperature. For saturated steam ≤ 425°C (800°F), A216 WCB carbon steel is standard. For superheated steam up to 540°C (1,000°F), A217 WC6 (1.25Cr-0.5Mo) is required. Above 565°C (1,050°F), A217 WC9 (2.25Cr-1Mo) or A182 F91 is necessary. Clean steam applications use CF8M/F316 stainless steel.
Bolted bonnets use external bolts to compress a gasket between body and bonnet — suitable for Class 150–600. Pressure seal bonnets use internal steam pressure to tighten the seal: higher pressure creates tighter sealing. This makes pressure seal bonnets inherently safer for high-pressure steam service (Class 600+). They also reduce body weight and leak paths compared to bolted designs.
Steam flowing at high velocity carries kinetic energy that erodes softer metals. Stellite (cobalt-chromium alloy) has a hardness of 40–50 HRC and resists erosion, galling, and cavitation damage. In steam service where valves may be cracked open during blowdown or warm-up, Stellite facing on both gate and seats prevents the wire-drawing erosion that destroys untreated surfaces.
Match the class to your maximum operating pressure at maximum operating temperature using ASME B16.34 rating tables. For example, WCB at 600°F (316°C) is rated at 140 PSI for Class 150, 590 PSI for Class 300, and 1,175 PSI for Class 600. Always select the next class above your operating condition as a safety margin.
Thermal binding occurs when a solid wedge expands unevenly under temperature changes and jams in the closed position. Use flexible wedge designs in steam systems with frequent thermal cycling. Additionally, avoid closing a gate valve against high differential pressure — use a bypass valve to equalize pressure before opening or closing the main valve.
API 598 specifies shell hydrotesting (1.5× rated pressure), seat leakage testing (1.1× rated pressure), and backseat testing. For critical steam service, additional requirements include radiographic examination of body casting, magnetic particle inspection of weld prep areas, and fugitive emission testing per ISO 15848. Always request MTR (Material Test Reports) per EN 10204 3.1.
Specifying gate valves for steam service requires precision — wrong material, wrong bonnet, or wrong trim can shut down your system. [Lianggu Valve Group] manufactures API 600 and API 602 gate valves in WCB, WC6, WC9, and stainless steel grades for steam isolation across power, petrochemical, and industrial applications. Full API 598 testing, ASME B16.34 pressure-temperature compliance, and EN 10204 3.1 material certifications included. [Contact the engineering team] for technical selection support and project pricing.
Internal Link Suggestions: